Por Eng. Raphael Leite Menezes Santos
Engenheiro Eletricista — Especialista em Sistema Elétrico de Potência
Tecnvolt Engenharia (Recife/PE)
Por que esse artigo existe
A terminação de um cabo de média tensão é o ponto onde a engenharia da isolação encontra o ambiente externo — onde o cabo isolado se “abre” para conectar a um barramento de painel, a uma bucha de transformador ou a um isolador de rede aérea. É zona de concentração de campo elétrico (porque a blindagem do cabo termina ali), é fronteira mecânica com elementos externos (cubículo, suporte, isolador), e é ponto de entrada potencial para umidade, contaminação e agentes ambientais. Tudo isso faz da terminação uma das estruturas mais críticas — e mais frequentemente subestimadas — em sistemas MT subterrâneos.
Estatisticamente, falhas em terminações respondem por algo entre 15% e 25% das ocorrências em cabos MT (variável por setor — em sistemas com muitos cubículos externos, percentual maior; em sistemas com cabos longos e poucas terminações, menor). É uma frequência relevante, e — diferente de falhas em emendas, que são tipicamente invisíveis até a falha — falhas em terminações frequentemente dão sinais antes: aquecimento detectável por termografia, descoloração visível, cheiro de queimado, ruído audível, sinais de degradação superficial. Isso muda profundamente o que se pode fazer: enquanto em emendas a prevenção depende quase totalmente de diagnóstico instrumental (VLF + DP), em terminações a prevenção depende fortemente de rotina estruturada de inspeção visual e termografia — métodos baratos, simples e eficazes quando aplicados consistentemente.
Este artigo é o guia técnico completo sobre falhas em terminações de cabos MT. Cobre: a anatomia funcional da terminação (com cada elemento explicado), os quatro tipos principais de terminação no mercado (contrátil a frio, contrátil a quente, pré-moldada, resina líquida) com suas aplicações e limitações, as seis causas raiz mais frequentes de falha (do stress cone mal posicionado ao surto cumulativo), a cronologia de degradação (do defeito inicial à falha catastrófica, com janelas de detecção), os métodos de diagnóstico aplicáveis, a rotina recomendada de inspeção em quatro níveis (visual, termografia, ultrasom, instrumental), a matriz comparativa terminação × emenda × corpo de cabo, casos por setor industrial, perguntas frequentes técnicas em profundidade, e referências bibliográficas reconhecidas internacionalmente.
A quem este conteúdo se dirige
Engenheiros eletricistas responsáveis por sistemas MT, supervisores e coordenadores de manutenção elétrica (responsáveis pela rotina de inspeção visual e termografia em cubículos), engenheiros de planejamento de O&M, compradores técnicos avaliando fornecedores de instalação e diagnóstico, auditores internos verificando conformidade técnica em planos preditivos, técnicos eletricistas em formação que precisam entender em profundidade a estrutura e os modos de falha de terminações.
Conteúdo educativo. Diagnóstico técnico e intervenções em terminações de cabos MT devem ser realizados por equipe qualificada, com APR, PT, instrumentos calibrados e responsabilidade técnica documentada (ART). Os modos de falha e ações descritos são conceituais — a aplicação ao seu sistema específico exige análise técnica caso a caso.
O que é uma terminação e por que ela existe
Em um cabo MT isolado, toda a engenharia da isolação foi pensada para que o campo elétrico fique controlado dentro do cabo: condutor central energizado, blindagem semicondutora interna que uniformiza o campo, isolação principal (XLPE, EPR ou PILC) que suporta a tensão, blindagem semicondutora externa, blindagem metálica aterrada. O campo elétrico fica confinado entre o condutor e a blindagem aterrada, e o resto do ambiente externo “vê” apenas a capa externa em potencial de terra.
Quando o cabo precisa terminar — para conectar a algum equipamento, painel ou rede aérea — essa engenharia de campo confinado se interrompe. A blindagem aterrada termina, mas o condutor ainda precisa estar energizado. O resultado é uma descontinuidade abrupta no campo elétrico: na borda da blindagem, o campo se “abre” em direção ao ambiente externo, e nessa região o estresse dielétrico local pode ser severo o suficiente para iniciar descargas parciais e — eventualmente — falha completa da isolação.
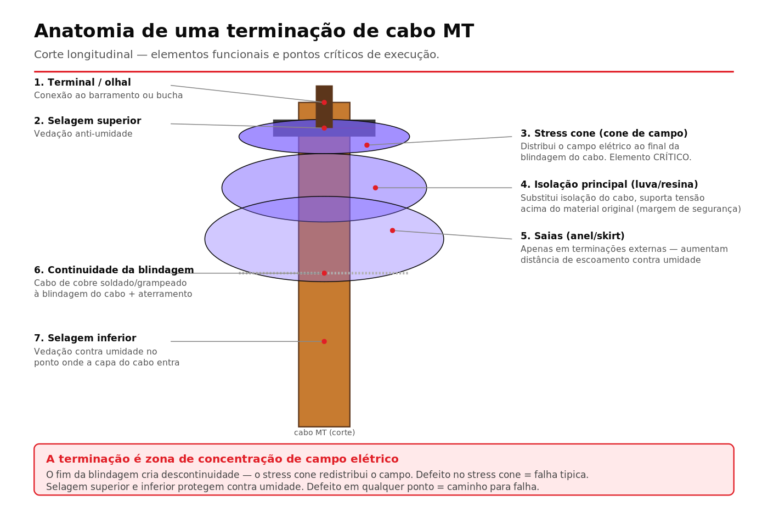
A terminação é a estrutura técnica que resolve esse problema. Sua função primária é redistribuir o campo elétrico de forma controlada no ponto onde a blindagem do cabo termina, com elementos refractivos (semicondutores, cônicos, dielétricos) que evitam a concentração de stress. Função secundária: vedar contra ingresso de umidade e contaminação no ponto de transição. Funções terciárias: suportar mecanicamente o terminal elétrico e conectar eletricamente o condutor ao barramento ou bucha externa.
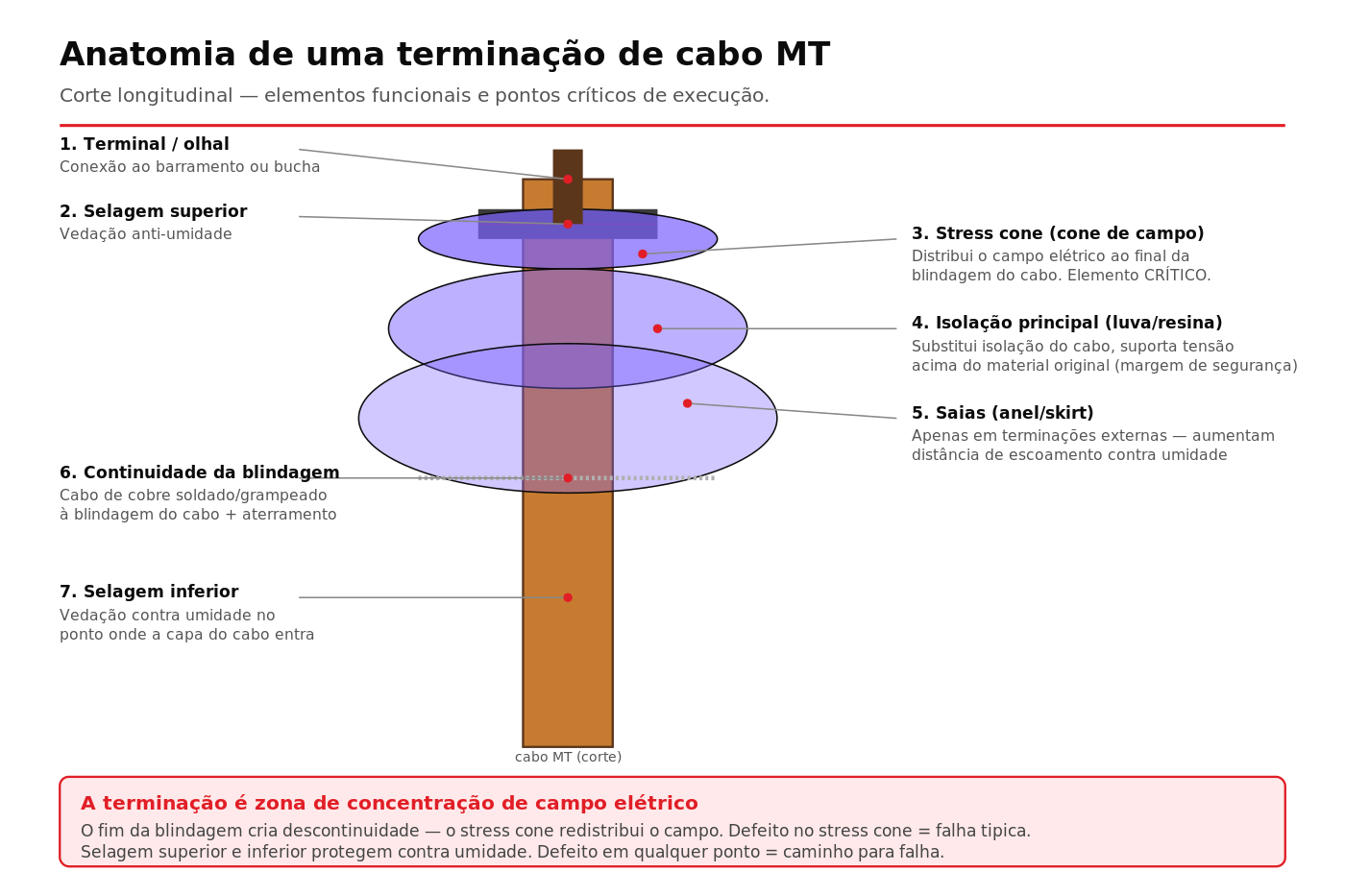
A figura mostra os elementos típicos de uma terminação MT moderna. O terminal/olhal faz a conexão elétrica externa. A selagem superior veda contra umidade no topo. O stress cone — o elemento mais crítico — redistribui o campo elétrico no ponto onde a blindagem do cabo termina. A isolação principal (luva contrátil, pré-moldada, fita ou resina) suporta a tensão acima do material original do cabo, com margem de segurança. As saias (em terminações externas) aumentam a distância de escoamento para evitar fuga superficial por umidade ambiente. A continuidade da blindagem conecta a blindagem do cabo ao aterramento do sistema. A selagem inferior veda contra ingresso de umidade no ponto onde a capa do cabo se conecta à terminação.
Cada um desses elementos pode ser ponto de falha quando executado inadequadamente ou quando envelhece. Por isso a importância de conhecer não apenas “que a terminação existe”, mas como ela é estruturalmente e por que cada elemento importa.
Os 4 tipos de terminação no mercado
Quatro tecnologias dominam o mercado brasileiro de terminações para cabos MT extrudados (XLPE, EPR). Cada uma com aplicações específicas, vantagens e limitações.
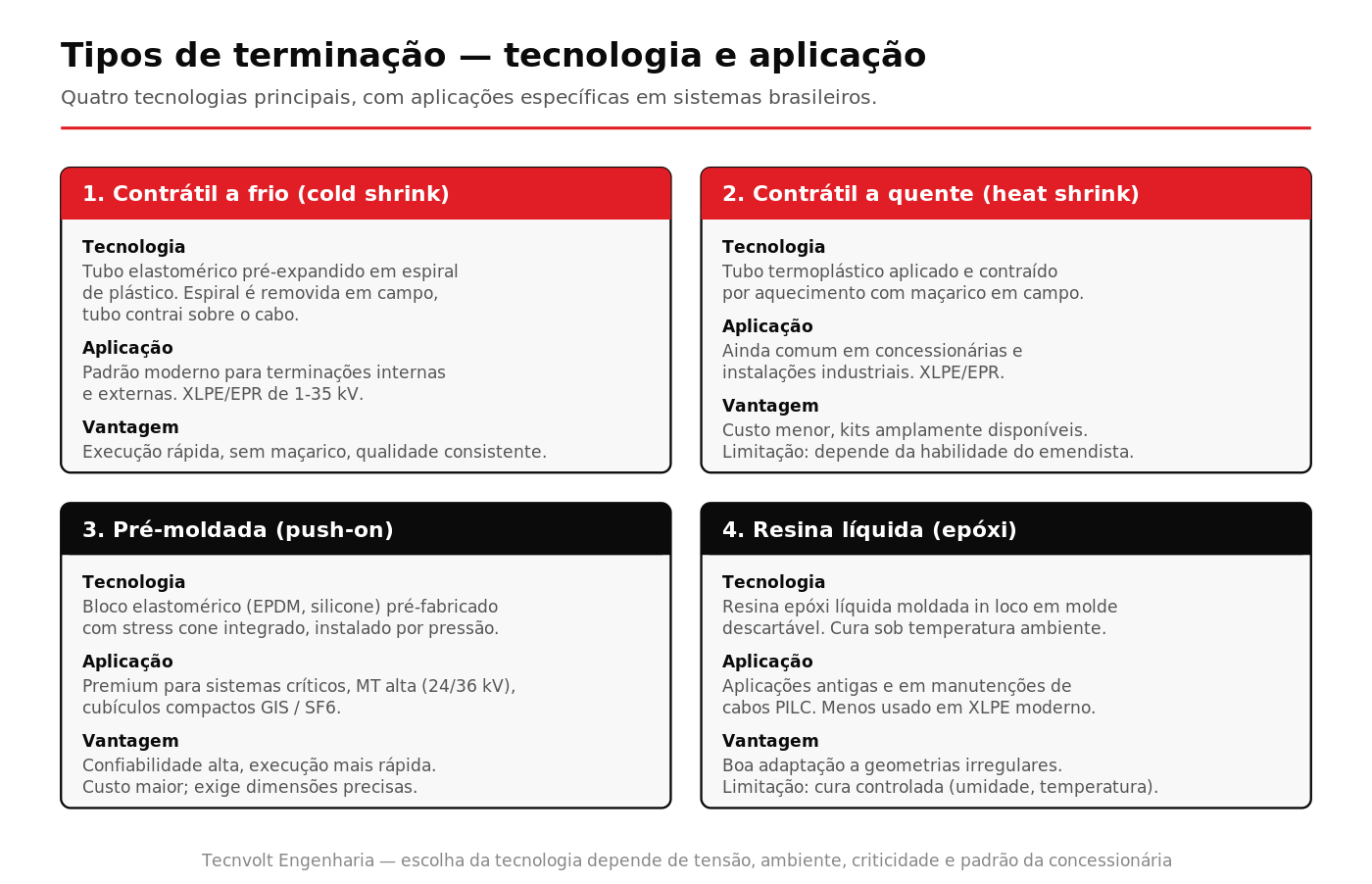
Contrátil a frio (cold shrink) é o padrão moderno. Tubo elastomérico pré-expandido em espiral de plástico — espiral é removida em campo, tubo contrai sobre o cabo pela elasticidade do material. Execução rápida, sem maçarico, com qualidade consistente quando o emendista respeita o procedimento. Aplicação ampla: terminações internas e externas, XLPE/EPR de 1 a 35 kV.
Contrátil a quente (heat shrink) é a tecnologia anterior à cold shrink, ainda amplamente usada. Tubo termoplástico aplicado e contraído por aquecimento com maçarico em campo. Custo menor, kits amplamente disponíveis. Limitação principal: depende fortemente da habilidade do emendista (aquecimento uniforme é crucial — superaquecimento danifica o material, subaquecimento deixa o tubo sem fixação adequada).
Pré-moldada (push-on) é a opção premium. Bloco elastomérico (EPDM, silicone) pré-fabricado em fábrica com stress cone integrado e dimensões precisas. Em campo, é apenas instalado por pressão sobre o cabo preparado. Confiabilidade alta, execução mais rápida que contráteis, mas custo significativamente maior. Aplicação típica: sistemas críticos, cubículos GIS/SF6 compactos, MT alta (24/36 kV) onde a qualidade da terminação é prioridade absoluta.
Resina líquida (epóxi) é a tecnologia mais antiga ainda em uso. Resina epóxi líquida moldada in loco em molde descartável, com cura sob temperatura ambiente. Vantagem: boa adaptação a geometrias irregulares. Limitação: cura controlada (umidade e temperatura ambientes influenciam o resultado). Aplicação atual: cabos PILC (onde os outros tipos podem ser inadequados) e manutenções de instalações antigas com padrão consolidado.
A escolha entre os quatro tipos depende de: classe de tensão, ambiente (interno vs externo, agressividade), criticidade do circuito, padrão da concessionária local (em circuitos servidos por concessionária), disponibilidade de emendistas treinados na tecnologia, e orçamento. Em sistemas críticos modernos, a tendência é cold shrink (custo-benefício) ou pré-moldada (premium).
As 6 causas raiz de falha em terminações
Causa 1 — Stress cone mal posicionado ou ausente
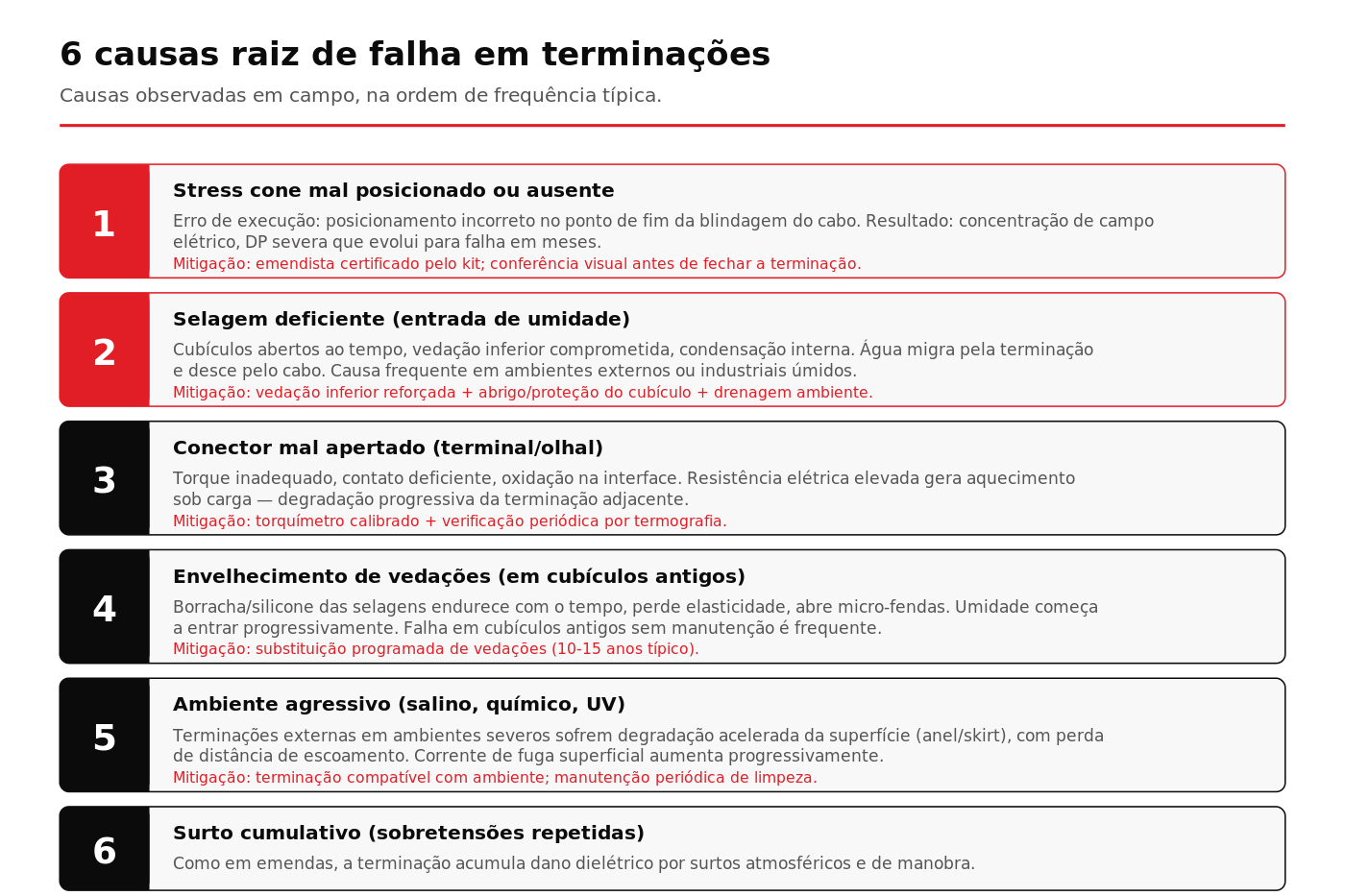
A causa mais grave estruturalmente. O stress cone é o elemento que redistribui o campo elétrico no ponto onde a blindagem do cabo termina; quando mal posicionado (deslocado da posição correta sobre o fim da blindagem), ou ausente por falha do emendista, o campo elétrico fica concentrado em uma região da isolação que não foi projetada para suportá-lo. Resultado: descargas parciais severas que evoluem para falha em meses a poucos anos.
Em terminações cold shrink e pré-moldadas, o stress cone é parte integrada do kit (posicionamento controlado pela própria geometria do componente). Em terminações heat shrink ou com fita autovulcanizante, o stress cone é elemento separado que precisa ser posicionado manualmente pelo emendista — e é aqui que erros aparecem. Mitigação: emendista certificado pelo kit específico + conferência visual antes de fechar a terminação + comissionamento com VLF + DP (que detecta DP em terminação mal feita).
Causa 2 — Selagem deficiente (entrada de umidade)
Vedação superior ou inferior comprometida permite ingresso de água. Causas: cubículos abertos ao tempo (terminações externas em redes aéreas ou em painéis ao ar livre), condensação interna em cubículos com diferencial térmico, falha de vedação inferior no ponto onde a capa do cabo entra na terminação, envelhecimento de juntas elastoméricas. Em cubículos externos sem manutenção, é a causa mais frequente após alguns anos de operação.
O resultado é progressivo: água migra pela terminação, eventualmente alcançando a isolação principal, e a partir daí a degradação evolui. Tan Delta da isolação local sobe; DP eventualmente aparece. Mitigação: vedação inferior reforçada na instalação + abrigo/proteção do cubículo contra intempéries + drenagem ambiente em locais sujeitos a inundação.
Causa 3 — Conector mal apertado
O terminal/olhal conecta o condutor do cabo ao barramento ou bucha externa. Quando o aperto é inadequado (torque baixo, oxidação na interface, conector incompatível), a resistência elétrica de contato sobe. Sob carga, essa resistência elevada gera aquecimento local — Joule heating proporcional a I²·R. O aquecimento, ao longo de meses, degrada termicamente a região adjacente da terminação: derretendo materiais elastoméricos, oxidando o cobre do condutor, alterando a geometria do stress cone.
É a causa que mais frequentemente aparece em termografia — delta-T anormal entre conectores de mesma carga é sinal claro. Mitigação: torquímetro calibrado durante a instalação + verificação periódica por termografia + reaperto programado (a cada 5-10 anos em circuitos críticos) considerando dilatação térmica acumulada.
Causa 4 — Envelhecimento de vedações em cubículos antigos
Em cubículos com 15-20+ anos de operação, as vedações de borracha ou silicone das selagens originais começam a endurecer, perder elasticidade, criar micro-fendas. A água começa a entrar progressivamente — não em fluxo, mas em ingresso lento e constante. Os outros elementos da terminação ainda estão íntegros, mas o ambiente em volta deixou de ser controlado. Falha aparece após alguns anos adicionais.
É causa típica de instalações antigas industriais que mantêm os cubículos originais mas não substituem vedações. Mitigação: programa de substituição programada de vedações (típicamente 10-15 anos para silicone, 8-12 para borracha), com inspeção visual semestral identificando vedações já em degradação avançada.
Causa 5 — Ambiente agressivo
Terminações externas em ambientes severos sofrem degradação acelerada da superfície externa. Em ambientes salinos (portos, terminais costeiros), depósitos salinos nas saias diminuem a resistência superficial e podem provocar correntes de fuga superficial e flashover. Em ambientes químicos (indústrias com névoa química, refinarias), o material da terminação pode degradar quimicamente. Em ambientes com UV intenso (instalações sem cobertura, usinas solares), polímeros termoplásticos podem fragilizar.
Mitigação: terminação compatível com o ambiente (em ambientes severos, silicone tem desempenho superior a EPDM ou PVC; saias maiores garantem distância de escoamento adequada); manutenção periódica de limpeza das saias (semestral em ambientes salinos); inspeção visual da superfície para sinais de degradação.
Causa 6 — Surto cumulativo
Como em emendas, a terminação acumula dano dielétrico ao longo do tempo por sobretensões: descargas atmosféricas (em redes próximas), manobras de chave a vácuo, religamentos sucessivos. A cada surto, uma “fração de vida útil” é consumida (modelos Crine, Mason, IPM). Em terminações já com algum outro defeito subjacente (causas 1-5 presentes), o surto pode ser o gatilho final.
Mitigação: para-raios bem dimensionados e bem aterrados (próximos à terminação, com aterramento de qualidade); revisão do esquema de religamento automático em circuitos com terminações antigas; minimizar manobras desnecessárias.
Cronologia de degradação — janelas de detecção
Diferente de emendas (cuja degradação é frequentemente invisível até a falha), terminações tendem a dar sinais detectáveis em várias fases. A cronologia abaixo é conceitual mas representa o padrão típico.
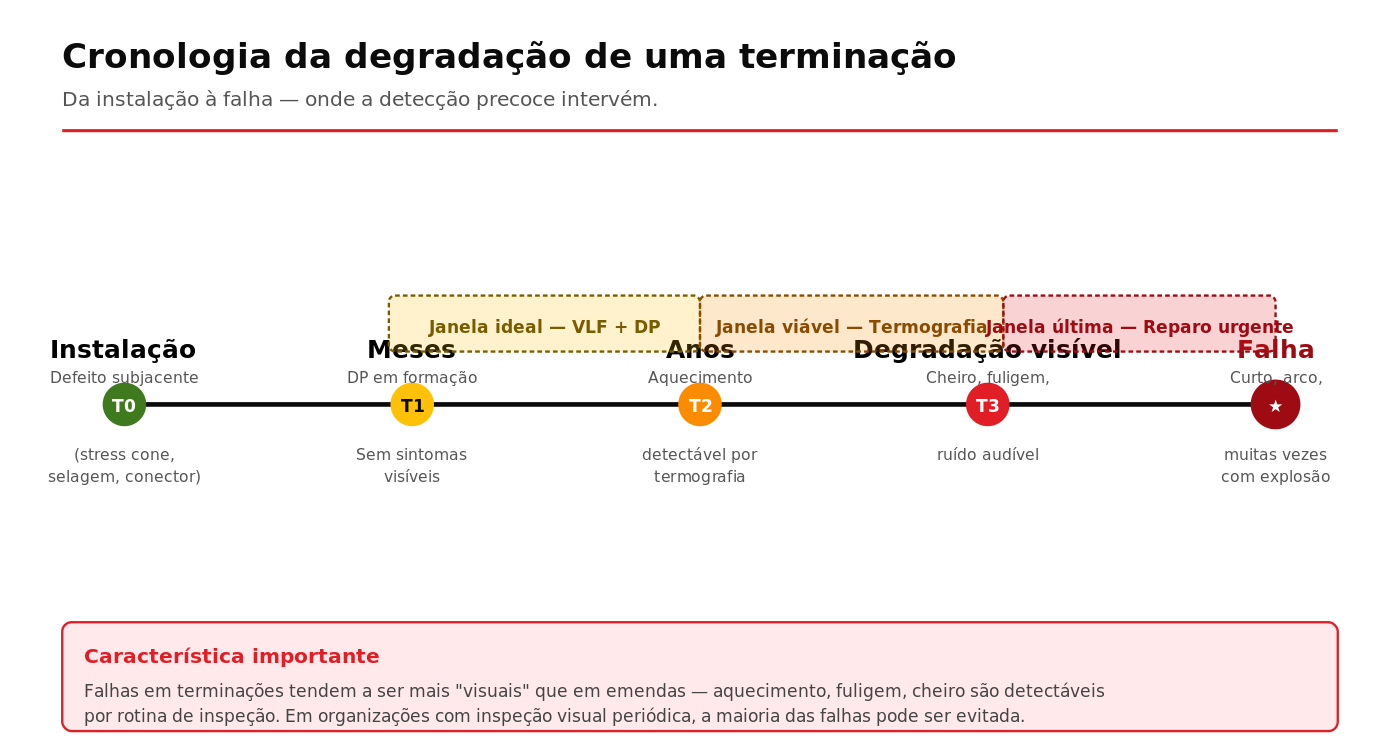
T0 — Instalação: defeito subjacente presente (stress cone deslocado, selagem deficiente, conector mal apertado) mas não detectável sem ensaio específico. Cabo entra em operação aparentemente normal.
T1 — Meses: DP em formação no ponto do defeito. Sem sintomas visíveis ainda. Detectável por VLF + DP se contratado (especialmente útil em comissionamento ou primeiro diagnóstico após instalação).
T2 — Anos: aquecimento detectável por termografia sob carga. Em casos de conector mal apertado, é a primeira janela óbvia. Em casos de DP severa, pode haver leve descoloração ainda discreta.
T3 — Degradação visível: cheiro de queimado próximo à terminação, fuligem ou descoloração visíveis, ruído audível em terminações externas. Janela última antes da falha — ação urgente.
Falha: curto, arco, frequentemente com explosão local. Em terminações em cubículos, pode danificar equipamento adjacente.
A lição operacional: terminações são detectáveis. Rotina estruturada de inspeção visual + termografia em cubículos sob carga, executada periodicamente, captura a maioria das falhas em fase intermediária — permitindo intervenção planejada antes da falha catastrófica. Em organizações com essa rotina implementada, falhas em terminação se tornam evento raro.
Rotina estruturada de inspeção de terminações
A peculiaridade das terminações — defeitos detectáveis em fase intermediária — torna a rotina de inspeção uma ferramenta especialmente eficaz. A rotina abaixo é recomendação Tecnvolt baseada em literatura técnica (ANSI/NETA MTS, IEEE 400) e experiência de campo.
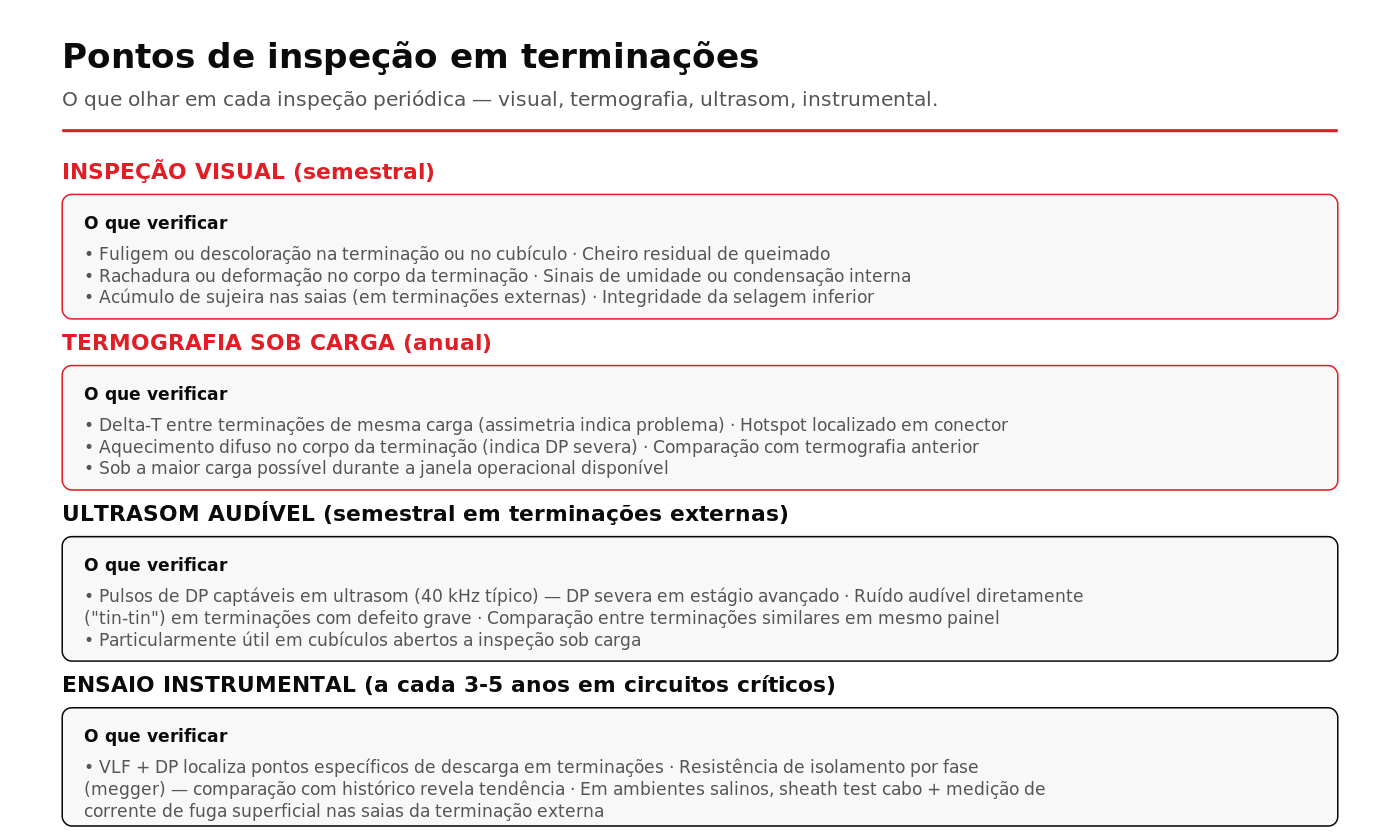
Nível 1 — Inspeção visual (semestral)
Executada por equipe de manutenção própria, durante janelas operacionais regulares. O que verificar: fuligem ou descoloração na terminação ou no cubículo; cheiro residual de queimado; rachadura, deformação ou bolha no corpo da terminação; sinais de umidade ou condensação interna no cubículo; acúmulo de sujeira nas saias em terminações externas (especialmente em ambientes salinos); integridade da selagem inferior no ponto onde a capa do cabo entra na terminação; aterramento da blindagem visível e firme. Tempo: 5-10 minutos por terminação. Custo: baixíssimo. Eficácia: alta para detectar problemas em estágio T3 (degradação visível). Documentar todos os achados — fotografias com data são valiosas para comparação futura.
Nível 2 — Termografia sob carga (anual)
Executada por equipe própria treinada ou por fornecedor especializado, com câmera termográfica calibrada (sensibilidade ~0,05°C ou melhor). Realizada com o sistema sob a maior carga possível durante a janela de inspeção — o aquecimento detectável depende da corrente passando pela terminação. O que verificar: delta-T entre terminações de mesma carga (assimetria indica problema); hotspot localizado em conector (causa 3); aquecimento difuso no corpo da terminação (DP severa, causa 1 ou 6 em estágio avançado); comparação com termografia do ano anterior (tendência). Eficácia: alta para detectar problemas em estágio T2 (aquecimento ainda sem visibilidade externa). Captura especialmente bem conectores mal apertados e degradação acelerada.
Nível 3 — Ultrasom audível (semestral em terminações externas)
Executada com detector ultrasônico portátil (40 kHz típico), preferencialmente em terminações externas onde o ruído de DP severa pode ser captado. Em cubículos abertos, complementa a termografia identificando DP em estágio avançado. O que verificar: pulsos de DP em frequência ultrasônica; ruído audível diretamente (“tin-tin”) em terminações em estágio crítico; comparação entre terminações similares no mesmo painel. Eficácia: média-alta para casos avançados. Particularmente útil em painéis abertos a inspeção sob carga.
Nível 4 — Ensaio instrumental (a cada 3-5 anos em circuitos críticos)
Executada por fornecedor de diagnóstico (Tecnvolt) com equipamento profissional. O que executar: VLF + DP que localiza pontos específicos de descarga (útil para identificar qual das terminações do circuito está em risco antes da falha); resistência de isolamento por fase (megger 5-10 kV) com comparação ao histórico; em ambientes salinos, medição de corrente de fuga superficial nas saias de terminação externa; sheath test do cabo (para identificar problemas associados na capa). Eficácia: a mais alta para detecção precoce — captura defeitos em estágio T1 (DP em formação, ainda sem sintomas visíveis).
Plano integrado de inspeção
Em organizações com múltiplos circuitos MT, vale estruturar plano integrado que combina os 4 níveis com periodicidades coordenadas:
- Anual: termografia em todas as terminações sob carga + revisão de achados das inspeções visuais semestrais.
- Semestral: inspeção visual em todas as terminações + ultrasom em terminações externas.
- 3-5 anos: VLF + DP em circuitos críticos (ou após qualquer achado preocupante de inspeção).
- Após qualquer reparo: validação VLF + DP antes do religamento.
- Após qualquer falha próxima ou evento atmosférico significativo: termografia adicional em circuitos potencialmente afetados.
Matriz comparativa — terminação vs emenda vs corpo de cabo
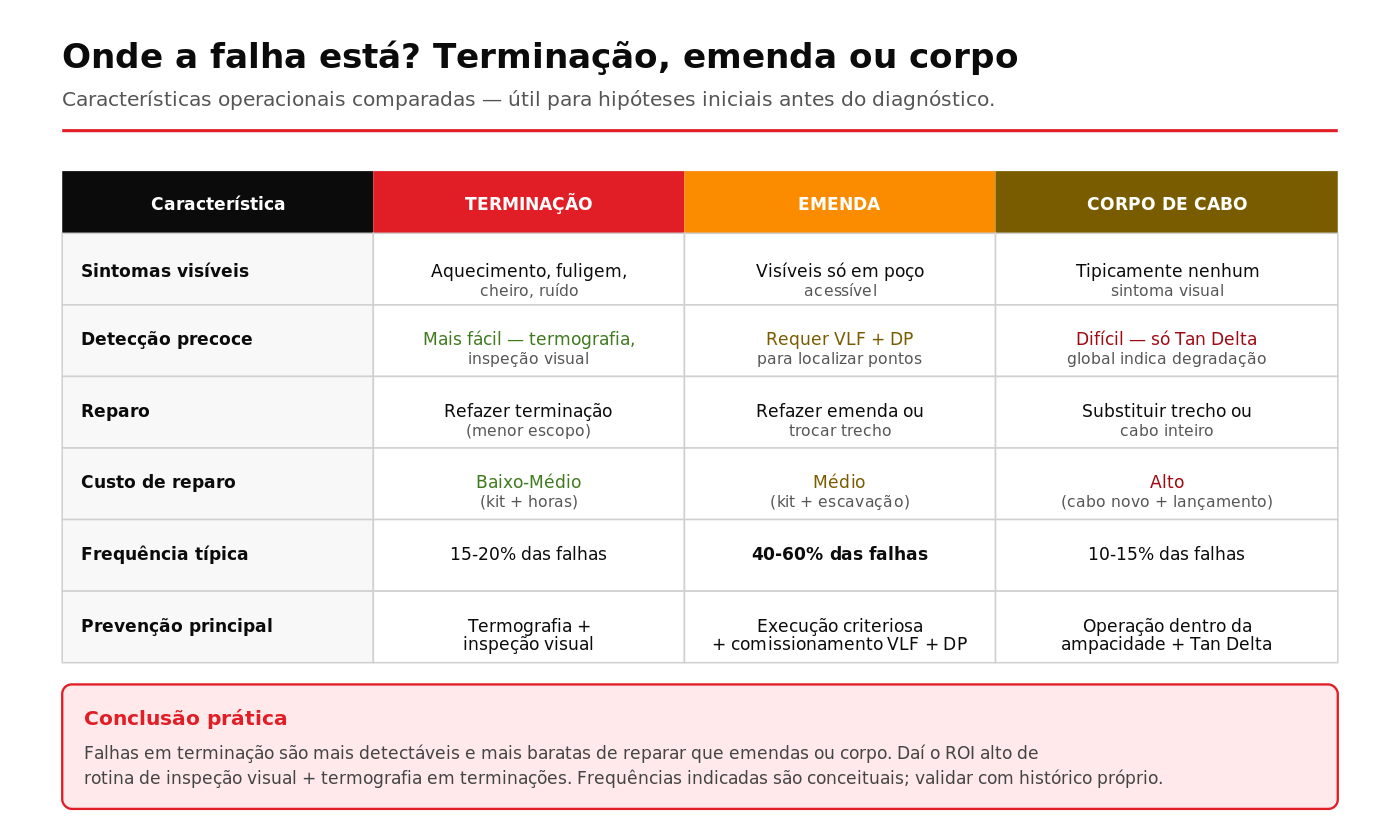
Quando há sinal ou falha em cabo MT, uma das primeiras perguntas é: onde provavelmente está o problema? A matriz abaixo compara as três localizações típicas e ajuda no diagnóstico hipotético antes do ensaio instrumental.
Algumas implicações práticas:
Sinais visíveis em cubículo + aquecimento detectado por termografia + nenhum sintoma em outras posições do circuito: probabilidade alta de problema em terminação. Investigação direta na terminação suspeita; reparo localizado de menor escopo.
Sinais operacionais (desarme, fuga) sem nenhum sintoma visual em cubículo + cabo com múltiplas emendas no trajeto: probabilidade alta de problema em emenda. Investigação com VLF + DP para localizar emenda específica; reparo planejado.
Tan Delta global elevada sem indicação de ponto específico + cabo antigo + ambiente agressivo: probabilidade de problema no corpo do cabo (envelhecimento generalizado). Planejamento de substituição programada.
Custo e complexidade de reparo escalam significativamente entre os três casos: terminação é menor escopo, emenda é médio, corpo de cabo é maior. Daí o valor especial de detectar problemas em terminação antes deles se propagarem para o corpo do cabo via aquecimento ou ingresso de umidade.
Diferenciais Tecnvolt para terminações
- Diagnóstico integrado — termografia + VLF + DP + sheath test em escopo único.
- Compatibilidade com todas as tecnologias — cold shrink, heat shrink, pré-moldada, resina líquida.
- Cobertura ampla — terminações de 1 kV a 36,2 kV (69 kV sob consulta); XLPE, EPR, PILC.
- Plano de inspeção estruturado — para clientes com contrato anual, plano de 4 níveis customizado.
- Termografia profissional — câmeras calibradas, equipe treinada em interpretação.
- Laudo técnico estruturado — fotos, classificação NEETRAC, recomendação por terminação.
- Histórico técnico consolidado — em contratos anuais, base evolutiva por terminação ao longo dos anos.
- Engenheiro responsável CREA-PE — ART em todo serviço.
- Mobilização ágil — 4h emergência em RM Recife; 24-48h Nordeste.
- Conformidade SST — NR-10, NR-35, ISO 9001, 14001, 45001.